Ярымүткәргеч процессына күзәтү
Ярымүткәргеч процессы, беренче чиратта, субстратлар һәм рамкалар кебек чипларны һәм башка элементларны тулысынча тоташтыру өчен микрофабрикация һәм кино технологияләрен куллануны үз эченә ала. Бу кургаш терминалларын чыгаруны җиңеләйтә һәм пластик изоляцион медиа белән интеграль тулы формалаштыру өчен, өч үлчәмле структура буларак тәкъдим ителә, ахыр чиктә ярымүткәргеч төрү процессын тәмамлый. Ярымүткәргеч процесс концепциясе шулай ук ярымүткәргеч чип пакетының тар билгеләмәсенә кагыла. Киңрәк күзлектән караганда, ул упаковка инженериясенә карый, ул субстратка тоташу һәм урнаштыру, тиешле электрон җиһаз конфигурациясе һәм көчле комплекслы эш белән тулы система төзүне үз эченә ала.
Ярымүткәргеч төрү процессы агымы
Ярымүткәргеч төрү процессы берничә эшне үз эченә ала, 1 нче рәсемдә күрсәтелгәнчә, һәр процессның конкрет таләпләре һәм тыгыз бәйләнешле эш процессы бар, практик этапта җентекләп анализлау таләп ителә. Конкрет эчтәлек түбәндәгечә:
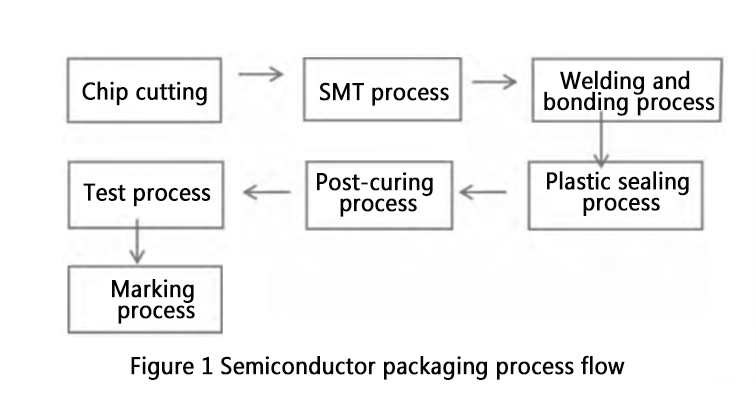
1. Чип кисү
Ярымүткәргеч төрү процессында чип кисү кремний вафаларын аерым чипларга кисүне һәм киләсе эшкә һәм сыйфат контроленә комачауламас өчен кремний калдыкларын тиз арада чыгаруны үз эченә ала.
2. Чип монтажлау
Чипны урнаштыру процессы, саклагыч пленка катламын кулланып, чылбырның бөтенлегенә басым ясап, вафер тарту вакытында чылбыр зарарыннан саклануга юнәлтелгән.
3. Чылбыр бәйләү процессы
Чылбыр бәйләү процессының сыйфатын контрольдә тоту, чипның бәйләү такталарын рамка такталары белән тоташтыру өчен, төрле типтагы алтын чыбыкларны куллануны үз эченә ала, чипның тышкы схемаларга тоташуын һәм процессның бөтенлеген саклап калуны үз эченә ала. Гадәттә, капланган алтын чыбыклар һәм эретелгән алтын чыбыклар кулланыла.
Алтын чыбыклар: төрләренә GS, GW, TS керә, алар югары дуга (GS:> 250 μm), урта-биек дуга (GW: 200-300 μm), һәм урта түбән дуга (TS: 100-200). μm) тиешенчә бәйләү.
Эретелгән алтын чыбыклар: төрләренә AG2 һәм AG3 керә, түбән аркалы бәйләү өчен яраклы (70-100 мм).
Бу чыбыкларның диаметр вариантлары 0,013 ммнан 0,070 ммга кадәр. Сыйфат белән идарә итү өчен оператив таләпләргә һәм стандартларга нигезләнеп тиешле төрне һәм диаметрны сайлау бик мөһим.
4. Молдинг процессы
Формалаштыру элементларындагы төп схема анкапсуляцияне үз эченә ала. Формалаштыру процессының сыйфатын контрольдә тоту компонентларны, аеруча төрле дәрәҗәдәге зыян китерүче тышкы көчләрдән саклый. Бу компонентларның физик үзлекләрен җентекләп анализлау белән бәйле.
Хәзерге вакытта өч төп ысул кулланыла: керамик төрү, пластик төрү, традицион төрү. Globalәрбер төрү төренең пропорциясен идарә итү глобаль чип җитештерү таләпләрен канәгатьләндерү өчен бик мөһим. Процесс барышында комплекслы сәләтләр таләп ителә, мәсәлән, чипны һәм корыч рамканы эпокси резин белән анкапсуляцияләү алдыннан, формалаштыру, формадан соң дәвалау кебек.
5. Шифадан соң процесс
Формалаштыру процессыннан соң, процесс яки пакет тирәсендәге артык материалны бетерүгә игътибар итеп, дәваланудан соң дәвалау кирәк. Сыйфат контроле процессның гомуми сыйфатына һәм тышкы кыяфәтенә тәэсир итмәс өчен бик мөһим.
6. Тестлау процессы
Элекке процесслар тәмамлангач, процессның гомуми сыйфаты алдынгы сынау технологияләре һәм корылмалары ярдәмендә сыналырга тиеш. Бу адым чипның эш дәрәҗәсенә карап нормаль эшләвенә игътибар итеп, мәгълүматны җентекләп язуны үз эченә ала. Сынау җиһазларының югары бәясен исәпкә алып, җитештерү этапларында сыйфат контролен саклау бик мөһим, визуаль инспекция һәм электр күрсәткечләрен сынау.
Электр җитештерүчәнлеген сынау: Бу автоматик сынау җиһазлары ярдәмендә интеграль схемаларны сынауны һәм һәр схеманың электр сынавы өчен дөрес тоташуын тәэмин итүне үз эченә ала.
Визуаль инспекция: Техниклар әзерләнгән пакетланган чипларны яхшылап тикшерү өчен, микроскоплар кулланалар, аларның кимчелекләрдән арынуларын һәм ярымүткәргеч төрү сыйфаты стандартларына туры килүен.
7. Маркировка процессы
Маркировкалау процессы сынап каралган чипларны соңгы эшкәртү, сыйфат тикшерү, төрү һәм җибәрү өчен ярымфабрикатка күчерүне үз эченә ала. Бу процесс өч төп адымны үз эченә ала:
1) Электроплатинг: Корычны формалаштырганнан соң, коррозиягә каршы материал кулланыла, оксидлашу һәм коррозиядән саклану өчен. Электроплатировкалау технологиясе гадәттә кулланыла, чөнки күпчелек әйберләр калайдан ясалган.
2) Бөкләү: Эшкәртелгән корычлар аннары формалашалар, интеграль схема полосасы корычны формалаштыру коралына урнаштырыла, корыч формасын (J яки L тибы) һәм өскә куелган пакетларны контрольдә тота.
3) Лазер бастыру: Ниһаять, ясалган продуктлар дизайн белән бастырыла, ул ярымүткәргеч төрү процессы өчен махсус билге булып хезмәт итә, 3 нче рәсемдә күрсәтелгәнчә.
Авырлыклар һәм тәкъдимнәр
Ярымүткәргеч төрү процессларын өйрәнү ярымүткәргеч технологиясенә күзәтүдән башлана, аның принципларын аңлау. Алга таба, төрү процессы агымын тикшерү, гадәти проблемалардан саклану өчен, чистартылган идарә кулланып, операцияләр вакытында җентекләп контроль тәэмин итүне максат итеп куя. Заманча үсеш контекстында ярымүткәргеч төрү процессындагы проблемаларны ачыклау мөһим. Сыйфат белән идарә итү аспектларына игътибар итү, процесс сыйфатын эффектив күтәрү өчен төп пунктларны җентекләп үзләштерү тәкъдим ителә.
Сыйфат белән идарә итү күзлегеннән анализ ясаганда, конкрет эчтәлек һәм таләпләр булган күп процесслар аркасында тормышка ашыру вакытында зур проблемалар бар, һәрберсе икенчесенә тәэсир итә. Практик операцияләр вакытында катгый контроль кирәк. Эшчәнлекне җентекләп кулланып, алдынгы технологияләрне кулланып, ярымүткәргеч төрү процессының сыйфаты һәм техник дәрәҗәләре яхшырырга мөмкин, куллануның эффективлыгын тәэмин итү һәм искиткеч гомуми өстенлекләргә ирешү. (3 нче рәсемдә күрсәтелгәнчә).
Пост вакыты: 22-2024 май